





“光变色粉 利用阳光反复变换颜色 色浓度高 透明度好 变色效果稳定”参数说明
| 功能: | 变色颜料 | 颜色: | 各色 |
| 形态: | 粉末 | 应用: | 油墨业 |
| 规格: | 10G | 商标: | 变色粉 |
| 包装: | 袋装 | 产量: | 6000000 |
“光变色粉 利用阳光反复变换颜色 色浓度高 透明度好 变色效果稳定”详细介绍
感光变色材料 Photochromic Material
一、变色原理:感光变色材料经阳光/紫外线照射后、而产生颜色变化;当失去阳光/紫外线后会还原回原本的颜色。
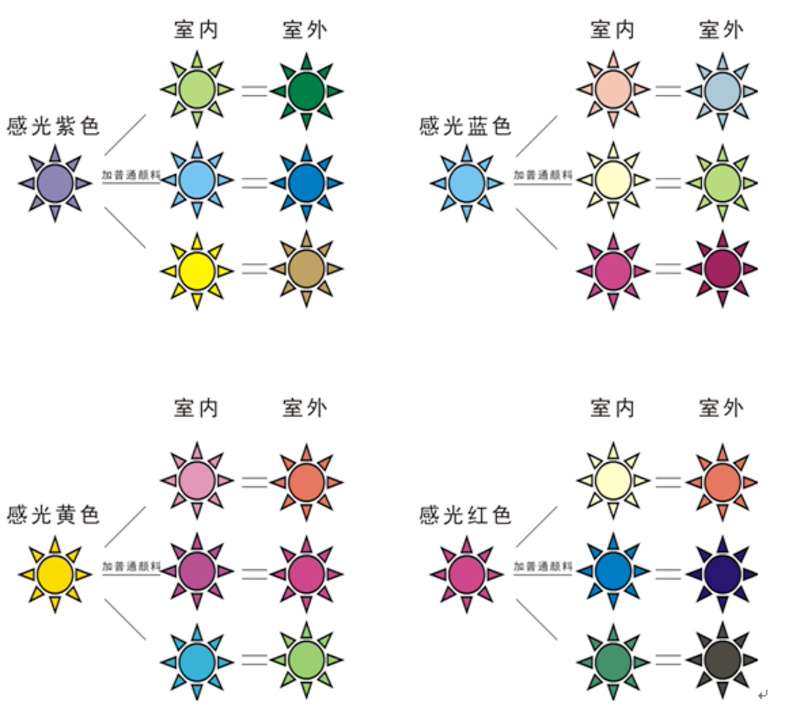
二、基本4色:紫色、红色、蓝色、黄色。(无色变有色)

三、基本色之间的互配
四、感光变色材料可以有很多的用途:
涂 料:感光变色颜料建议添加比例10-30%,适合各类表面涂覆产品,包括PMMA喷漆、ABS喷漆、PVC喷漆和水性喷漆等;
油 墨:感光变色颜料建议添加比例20-40%,适合各类材质的印刷,包括织物、纸张、合成膜、玻璃等;
塑胶产品:感光变色颜料建议添加比例0.8-3%,适用于各类塑胶材质的射出、押出成形、产品有高色浓度的感光PE色母粒和感光PMMA色母粒产品。
五、感温变色颜料在塑料制品中的应用:
1、适合用于注塑和挤塑:
其特点是:囊壁厚,强度高,耐热性好,更加易于分散均匀,残留色少。
2、适用范围:
本品可用于聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)、软聚氯乙烯(S-PVC)、AS和ABS等透明或半透明塑料的注塑、挤塑成型。也可混入不饱和聚脂、环氧树脂、有机玻璃或尼龙单体内浇铸、模压、固化成型。
3、用量:
用于注塑、挤塑加工或浇铸、模压、固化成型时,变色颜料的用量为塑料量的0.4~3.0% ,通常为0.6 ~2.0%。变色颜料与塑料粒子要充分混和均匀(混合时可使用少量白油)。如果是普通颜料与变色颜料拼色,则普通颜料(或染料)的用量大约为变色颜料的0.5-2.5%。
4、色母料:
在大批量生产时可先将变色颜料加入聚乙烯蜡或聚苯乙烯蜡中制成颜料含量为10%的色母料,然后再与塑料粒子混合使用。这样可使变色颜料分散的更均匀。色母料的制备方法可参考本司提供的技术资料。
5、温度:
加工温度应控制在200℃以下,最高不要超过230℃,并尽量减少物料的受热时间。(高温,长时间加热将损害颜料的变色性能)。
6、注意事项:
A :注塑和挤出中使用变色颜料时塑料中不应再同时使用其它填充料或普通颜料(例如:钛白粉,碳酸钙,硫酸钡,碳黑等),否则将会屏蔽变色效果。
B:浇铸、模压、固化成型中使用变色颜料时应先将变色颜料加入不饱和聚脂、有机玻璃或尼龙单体内内搅拌分散均匀,然后再加入引发剂或固化剂开始聚合或交联反应。因为在予聚后体系粘度急剧升高,此时加入变色颜料会使大量颜料颗粒包裹在一起,难于分散均匀。另外,此时的搅拌操作也会使体系中残留大量气泡。
C.:慎重选择交联剂或固化剂:在环氧树脂和不饱和聚酯树脂的交联固化过程中,其内部有时会产生强大的收缩应力,导致变色颜料微胶囊外壳破裂,其它化学物质进入颜料内部使其失去变色性能。这种情况在环氧树脂固化厚度大于0.2毫米并且使用多胺类固化剂时经常会发生。
D:不能使用密炼机、捏和机、高速分散机,双螺杆挤出机等高剪切设备进行塑料粒子与变色颜料的预混合。这些设备会严重破坏变色颜料表面的保护层,使其失去变色性能。另外,在制备色母料时应避免变色颜料经受反复的挤出造粒操作。
E:在PVC树脂的配方中应避免使用含磷的稳定剂和增塑剂,否则会使变色注塑制品在消色状态时产生严重的残留色。
