通过认证
通过认证 



“辽宁大连PE-RT II温泉保温管”参数说明
| 是否有现货: | 是 | 品牌: | 万年通 |
| 应用场所: | 温泉保温管 | 型号: | 20-500 |
| 规格: | 20-500 | 商标: | WNT |
| 包装: | 塑料包装 | 产量: | 10000000 |
“辽宁大连PE-RT II温泉保温管”详细介绍

苏州万年通自2012年起在我国北方的天津、山东、河南、吉林、河北、内蒙古等几十个城市小区热力管网改造工程、新建工程的试用,试点案例非常成功,符合国家“十.三五”规划的“新材料、新能源”范畴.为此pe-rt II预制直埋复合管应用于城市集中供热管网系统已被国家住房和城乡建设部高度重视并于2015年11月23日制订并发布了CJ/T480-2015 《pe-rt II预制直埋保温管》标准,2016年4月1日起实施,已在各地大力推广!
预制直埋保温复合塑料管:由外护管、支架、保温层、工作管组成的保温管道。
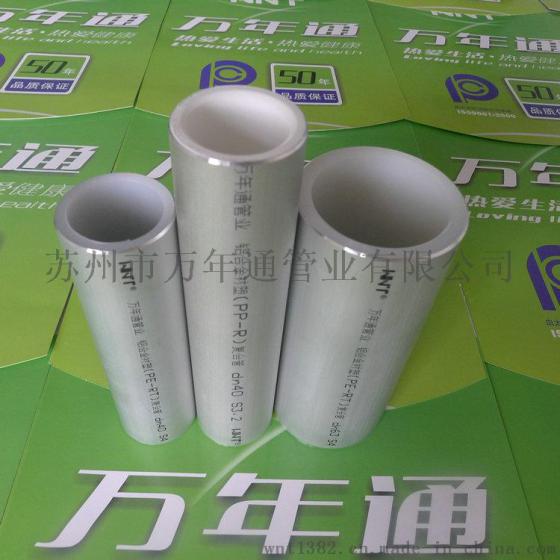
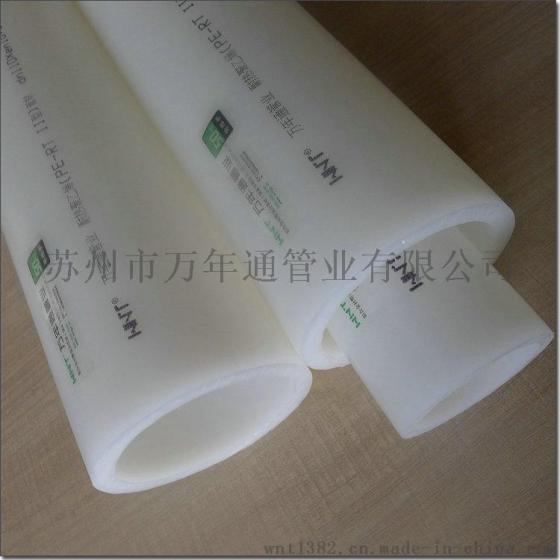
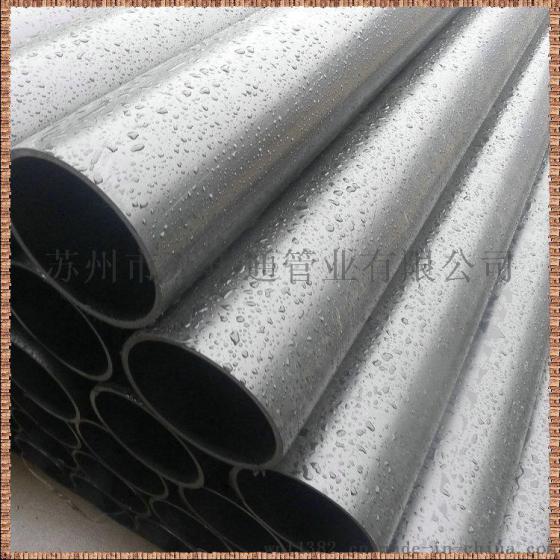
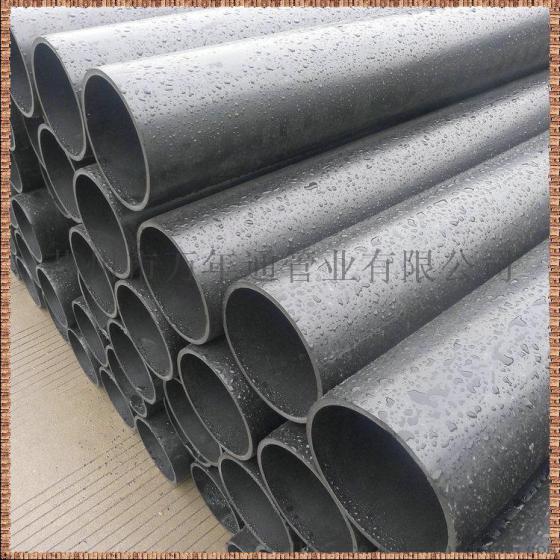
实物实拍图:
预制聚氨酯保温管主要由四部分组成。第一部分:工作芯管※根据输送介质的技术要求分别采用20#、Q235钢制作的(执行标准GB/T8163-2008输送流体用无缝钢管)、(执行标准SY/T5037-2008/ GB/T9711.1-2008流体输送管道用螺旋缝埋弧焊钢管)、(执行标准GB/T3091-2008低压流体输送用镀锌焊接钢管或直缝钢管);和无规共聚聚丙烯材料制作的(执行标准GB/T18742-2008冷热水系统或集中供热系统用无规共聚聚丙烯管,即“PPR给水管”)等。
第二部分:聚氨酯保温层※保温层材料为60KG/M3—80 KG/M3的聚氨酯硬质泡沫塑料,采用高压发泡机在工作芯管与外套管之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液,即俗称的“管中管发泡工艺”,可充分填满工作芯管与外套管之间的间隙,并具有一定的粘结强度,使钢管、外套管及保温层三者之间形成一个牢固的整体。聚氨酯硬泡体材料是一种集防水、保温、隔热于一体的多功能保温材料,它采用无氯发泡技术,在一定状态下发生热反应,生产闭孔率不低于95%的硬泡体化合物,厚度大于20mm,导热系数≤0.022w/m.k,衰减缓数Vo=44—91,平均粘结强度≥40KPa,密度≥55kg/m3,适应环境温度为-50℃—150℃,抗压强度≥0.3KPa,抗拉伸强度≥500KPa,耐用年限不应低于25年,聚氨酯泡沫的导热系数在保温材料中是最低的,因此能使物料的热损失减少到最低限度。我公司防水保温工程严格按照《聚氨酯硬泡体防水保温工程技术规格》要求生产,质量可靠。
第三部分:聚乙烯(玻璃钢)保护层※1.1高密度聚乙烯外套管,选用优良的专用聚乙烯为原料,采用先进的设备与生产工艺进行生产,管材一般分为黑色或黄色,其颜色和壁厚也可根据用户的要求生产,其基础材料和性能指标完全相同。我公司在生产高密度聚乙烯外套管时,严格控制产品质量,经过石油施工技术研究所检测,产品技术指标达到并超过CJ/T114-2000动力部颁标准。高密度聚乙烯外套管具有强度高、耐冲击、耐环境老化预应力开裂、耐腐蚀、耐低温、易焊接、施工简便、严格密封无渗漏等诸多特点;所以被广泛的应用于各类冷热水、高低温预制直埋管道保温的外保护层。※1.2也可采用缠绕型玻璃丝纤维布及玻璃钢增强不饱和树脂(即“玻璃钢外保护层”)做保护层,具有整体性能强、防腐防水优、耐环境应力强、成本价格低等特点。
第四部分:渗漏报警线(该部分可选)※制造直埋保温管时,在靠近钢管的保温层中,埋设有报警线,一旦管道某处发生渗漏,通过警报线的传导,便可在专用检测仪表上报警并显示出漏水的准确位置和渗漏程度的大小,以便通知检修人员迅速处理漏水的管段,保证热网安全运行。
PE-RT II型预制直埋管材管件安装步骤
1、 固定需对接的部分 将需焊接的PE-RT II管材、部件固定在熔焊机的夹具上,固定后的管材、部件的中心线应在同一水平面上,管壁间重合,避免高低、左右错开。
2、 铣平PE-RT II管材端面 铣平前应用干净的棉布将管端内外100mm以内擦拭干净,再将铣刀固定好,推动行走部铣平管端。这里需注意两个问题,一是止前应缓慢撤力,确保管端平滑(突然撤力铣刀会在管端留下槽壳),二是防止管端在加热前产生二次污染。
3、 热熔对接 加热板熔融对接面之前,要再次检查对口情况,如有可见缝隙、错口现象要通过调节紧固螺母等办法加以纠正。先将热熔对接焊机加热板预热至210~220℃,然后熔融PE-RT II管端面,熔融时间一般为壁厚×10秒。热熔达到设计要求主要还看管端熔化卷边情况 卷边厚度不得少于管材壁厚的1/10,要达到两端融合完全在一起才算达到标准。
4、 熔接面对接面 两个热熔面(PE-RT II管与pe-rt II管或PE-RT II管与PE-RT II管件)均达到熔接要求后,迅速移开加热板,加力使两端成一体。加力后要立即将锁扣锁死,使接口处保持恒定的对接压力,直至接口温度降至环境温度后才能将压力解除,拆下固定装置,这一环节注意降温过程中不能移动管子,也不能有外力作用在管子上。5.固定机器装置后,对熔融接合口的外观进行检查,对口热熔环向高度、宽度成形应均匀、美观,其高度2~4mm,宽度4~8mm为合格。
现场施工图片: