通过认证
通过认证 



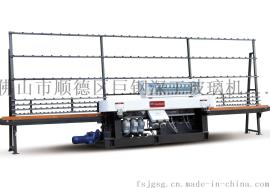
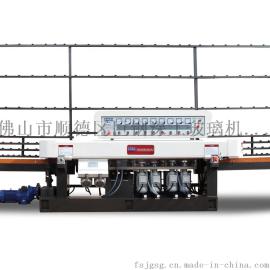
“佛山玻璃机械 玻璃直线磨边机”参数说明
| 是否有现货: | 是 | 类型: | 玻璃直边磨边机 |
| 品牌: | 巨钢深工 | 生产玻璃种类: | 建筑玻璃、家具玻璃、建筑玻璃、艺术玻璃 |
| 功率: | 22KW | 重量: | 3200kg |
| 最小加工尺寸: | 50mm*50mm | 最大加工尺寸: | 2440mm*3660mm |
| 加工厚度范围: | 3mm-25mm | 玻璃回转直径: | / |
| 钻孔直径: | / | 进料速度: | 0.7-7m/min |
| 外形尺寸: | 7000*1000*2500 | 型号: | JGZM10325 |
| 规格: | / | 商标: | JGSG |
| 包装: | 包装膜 | 产量: | 200 |
“佛山玻璃机械 玻璃直线磨边机”详细介绍
【玻璃直线磨直边机】产品介绍JGZM10325玻璃直线磨直边机;该机适用于不同尺寸和厚度的平板玻璃的直边底边的棱角磨削,粗精磨抛光一次加工完成,抛光后的平面接近于玻璃母体的光洁度,调整不同加工厚度时,可参考前梁上的数显表进行调整,前倒角磨头能随前梁同步移动,具有结构先进;精确度高,操作方便,同一厚度可连续加工等优点,是玻璃深加工必备的加工设备。【玻璃直线磨直边机】特点1.配备高精度直边专用电机,底边全部使用2200瓦的磨头电机,倒角使用1500瓦的磨头电机,力道强劲。2.独特的过载保护电路,当电机超负荷工作时,机器会自动停止磨削,为磨头电机的安全提供保障。3.压板经过特殊磨床工艺,磨削长玻璃时也不会出现倒角大小头,倒角不均匀,烂玻璃等现象。4.前后大梁均装有耐磨镶条,保护大梁不易磨损,为高强度的工作提供保证。5.采用无级变速调整,可调范围大,变速平稳。6.调整不同玻璃厚度时,可参照前梁数字表进行调整。7.前倒角电机与前梁同步移动,玻璃厚度变厚或变薄时,不需要重新调节倒角宽度。8.外形独特的流线形控制电箱,与时俱进。9.磨头水箱采用优质不锈钢,不锈钢边缘均经过特殊工艺,不会伤人。10.厚实的铸件底座、前后大梁,使机器在温差变化较大的地方一样经久耐用,不易变形。11.传动系统经过改良,把传动齿轮轴承安装在立柱内侧,便于拆卸、更换。【玻璃直线磨直边机】整机要求对于玻璃直线磨边机的整机来说,应满足以下要求。1)设备手动、自动各种操作件应操作便携,动作准确、可靠。2)各运动机构应准确、可靠,运动平稳,不应有明显震动、冲击和爬行等现象。3)冷却泵、润滑泵应工作正常,管路系统不应有堵塞、渗漏现象。4)磨头轴承部位不应超过45摄氏度,最高温度不应超过85摄氏度。5)整机噪声小于等于85dB(A)。【玻璃直线磨直边机】常见问题及解决方法1、玻璃磨边后出现两边发白。玻璃磨边后出现发白的原因主要是磨边夹送带没有夹紧,且磨削量过多而造成的。解决方法如下。1)将磨边机夹送带前、后松紧度调整一致。2)将磨边机的树脂轮抬高。3)将磨边机的抛光轮调高至适当位置。2、玻璃磨边后出现崩边或崩角。玻璃磨边后出现崩边或崩角的原因主要如下。1)玻璃的磨削量过大、速度过快。2)水量不够。3)玻璃磨削量分配不均匀。解决方法:调整均匀磨削量和加水量,并适当降低磨边速度。3、玻璃磨边后出现棱角边前后大小不一致。玻璃磨边后出现棱边前后大小不一致的原因主要如下。1)玻璃前后的磨削量不一致。2)夹送带、同步带松紧前后不一致。3)磨边机大梁磨损变形。解决方法:将前后磨削量调整均匀,松紧度调一致,并检修磨边机。4、玻璃磨边后出现对角线超差。玻璃磨边后出现对角线超差的原因主要如下。1)输送带不同步(双边机)。2)夹送带前后不水平(单边机)。3)定位器走位(双边机)。4)玻璃原片存在对角线偏差。解决方法:使同步带同步;夹送带前后水平高平;定位器调回原位;磨边前先检查原片对角线偏差,确保合格玻璃进行磨边。5、玻璃磨边后出现锯齿印。玻璃磨边后出现锯齿印的主要原因如下。1)玻璃磨削量分布不均匀。2)速度过快或水压过小。3)抛光轮过低。4)速度过快,抛光轮过高。解决方法:降低速度,磨削量调整均匀,抛光轮调整到合适位置。