通过认证
通过认证 



“品牌乳酸菌饮料生产线|乳酸菌饮料加工设备|整套乳酸菌饮料设备选购”参数说明
| 是否有现货: | 是 | 认证: | iso9001 |
| 品牌: | 科信 | 加工定制: | 是 |
| 包装: | 木箱 | 功率: | 10(kw)及以下 |
| 型号: | 15000 | 规格: | 15000 |
| 商标: | 科信 | 包装: | 木箱 |
| 产量: | 100 |
“品牌乳酸菌饮料生产线|乳酸菌饮料加工设备|整套乳酸菌饮料设备选购”详细介绍
品牌乳酸菌饮料生产线|乳酸菌饮料加工设备|整套乳酸菌饮料设备选购
24小时咨询电话:闻经理 13592654176
【乳酸饮料生产线】24小时咨询电话:闻经理 13592654176
工艺流程如下:乳酸菌纯培养物→母发酵剂→生产发酵剂 ↓ 原料乳预处理→标准化→配料→均质→杀菌→冷却→加发酵剂灌装在零售容器内→在发酵室发酵→冷却→后熟→凝固型酸奶 → 在发酵罐中发酵→冷却→添加果料→搅拌→灌装→后熟→搅拌型酸奶
【乳酸饮料生产线工艺特点】:
1、原料乳验收合格后,应进行包括净乳、冷却和贮存等工序在内的预处理。经过滤和离心分离净化后的乳应迅速冷却到2-3℃贮存待用。
2、标准化的目的是为了使产品的质量符合标准要求,不会随原料的来源不同而产生波动。
3、均质的目的主要是利用均质机强大的机械作业将乳中的脂肪球破碎成细小的粒子,防止脂肪附聚和上浮,确保产品均匀细腻洁白的感官品质,同时进一步改善牛乳的消化吸收性。
4、凝固型酸乳是在原料乳杀菌和接种后即灌装了,灌装温度可以略高于发酵温度,以便补偿管道的温差;而搅拌型酸乳在发酵和冷却后才灌装。

【牛奶乳酸菌发酵饮料及其生产方法】
以鲜牛奶为原料通过合理添加脱脂粉、柠檬酸、砂糖、羟甲基纤维素等,采用乳酸菌发酵新工艺精制而成,其工艺过程为:鲜奶收购、冷却贮存、净乳、均质、杀菌、贮乳、菌种添加、发酵、搅拌、灌装、入库、检验、出厂等,经过该方法生产制造的产品营养丰富,易促进消化吸收。传统的乳酸菌发酵类饮品主要是以牛乳为原料。与牛乳动物蛋白相比,我国植物蛋白资源更加丰富,且与之在氨基酸组成上具有互补作用。以植物蛋白代替动物蛋白生产乳酸菌发酵饮料具有广阔的市场前景。本研究旨在以核桃榨油后的副产物核桃粕为蛋白原料开发一种植物蛋白发酵饮料。根据理化指标、微生物指标和感官指标,研究不同工艺条件对桃乳酸菌发酵饮料品质的影响,优化工艺条件,并检测最优工艺制备的核桃乳酸菌发酵饮料的抗氧化活性。
主要结果如下:
1、核桃乳发酵原液的制备:打浆前核桃粕于95℃水中热烫4min后核桃乳的感官状态最佳;核桃粕打浆料水比为1:10时,核桃乳的感官状态最佳;80℃下核桃蛋白质溶出率最高,为最佳打浆温度。
2、菌种的驯化:乳酸菌经渐进驯化法驯化培养后,在纯核桃乳中的产酸能力和生长情况都得到了改善。驯化至第9代时,产酸量达到69°T,比驯化前提高了50%活菌数达到2.9×107个/mL,比驯化前约提高17倍。
3、核桃乳的稳定性研究:65℃,25min的杀菌条件下,核桃乳的风味和颜色都比较适宜,稳定性较高,为最佳的杀菌条件;与CMC-Na、卡拉胶相比蔗糖酯对核桃乳具有稳定作用,适宜添加量为0.3%。
4、发酵工艺的研究:以酸度和乳酸菌活菌数为指标综合考虑感官状态,研究接种量、发酵温度、发酵时间、蔗糖添加量4个因素对发酵核桃乳品质的影响,并在单因素试验的基础上进行正交优化,得到优化工艺:接种量3%,发酵温度37℃,发酵时间10h,蔗糖添加量5%。
5、抗氧化活性研究:最优工艺下得到的核桃乳酸菌发酵饮料(C=0.988g/mL)具有明显的抗氧化活性,且抗氧化能力与其稀释浓度呈线性关系,DPPH清除率、OH·清除率和总抗氧化能力分别相当于浓度为0.463mg/mL、6.32mg/mL和0.212mg/mL的抗坏血酸溶液。
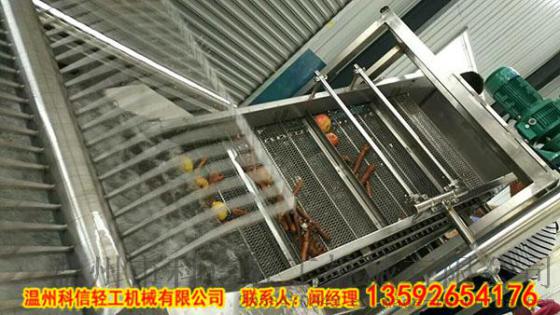
温州科信乳酸菌饮料生产线设备:
我公司提供一条龙售后服务,包括:配方、工艺技术、厂房车间设计、流水线设计、设备安装指导调试、培训、投产出合格产品。解除您的后顾之忧,让您能够放心投资,安心投产。我公司同时还欢迎各界朋友前来洽谈,参观。
每小时2000瓶-36000瓶热灌装、中温灌装、无菌冷灌装果汁饮料全套生产线
每小时2000罐-24000罐功能保健饮料、茶饮料、蛋白饮料生产线全套设备
每小时2000瓶-36000瓶矿泉水、纯净水、风味水等整套生产线
每小时2000瓶-20000瓶含气饮料生产线
每小时150桶-1800桶,3加仑、5加仑桶装饮用水生产线
各种水处理设备
PET注坏机及吹瓶机
板式和管式UHT装置、CIP系统
整厂交钥匙工程
温州科信轻工机械有限公司
总部地址:浙江省温州市龙湾区滨海园区三道
科信机械河南营销中心地址:
地 址:郑州市南四环与郑尧高速交叉口向西300米路南(科信饮料机械)
联系人:闻经理 13592654176