通过认证
通过认证 


“济南联恒高能束滚压刀具”参数说明
| 型号: | LHUSM300 | 规格: | 600*700*1700 |
| 商标: | 联恒 | 产量: | 100 |
“济南联恒高能束滚压刀具”详细介绍
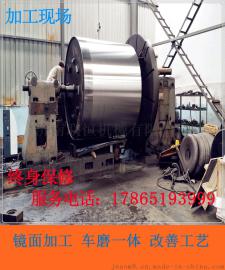
山东联恒机械有限公司产品:高能束专用机床、车磨复合刀架、金属表面加工,金属镜面加工,振动车削,振动钻铣,内外圆磨床,镜面抛光机;改善传统工艺、大大提高效益、以车代磨,车磨一体,效率快、效果好、价格低、操作简单、维修方便、配件便宜、性能优越、性价比高。网址:www.jnusm.com,电话:18866816757

束能滚压刀可在瞬间完成表面镜面加工和抛光,并形成一个明亮光滑、坚韧的表面,这种金属表面硬化后的脉冲能量冲击,承载力强于研磨表面,抗疲劳和抗磨损能力大大提高,由其是束能滚压刀,使用灵活,寿命长。束能滚压刀具可以实现切削加工所无法达到的表面质量,达到小于Ra0.1的表面粗糙度,并能确保工件的尺寸精度不变化,且加工时间短,滚压工具以其高品质、低成本的加工优势成为切削工艺的完美代替方法束能滚压刀原理:束能镜面滚压加工是滚压刀具与工件表面强化镜面加工的低成本与高效率的工艺,由经过硬化和高度抛光的钢制滚子或金刚石对较软的零件进行能量塑形变形和镜面滚压,随着滚子施加的压力超过零件材料的屈服点,零件的表面由于浅层材料的冷滚压加工而产生塑性变形,达到镜面滚压的作用。
束能镜面滚压刀特点:
1,束能镜面滚压加工只需极短的加工时间,走刀量可达F0.2-1.0mm
2,束能镜面滚压后的工件表面粗糙度小于Ra0.1,正常都可保证Ra0.05左右
3,束能镜面滚压刀使工件表层更坚硬,表面抵抗磨损能力提升
4,束能镜面滚压刀表面滑动摩擦系数降低
5,束能镜面滚压刀使工零件疲劳极限提高金刚石束能镜面
滚压刀特点:
1,金刚石束能镜面滚压设计灵活,最小内孔金刚石滚压刀可探入10mm内孔
2,金刚石束能镜面滚压寿命长,旋转金刚石球面8个点可用
3,金刚石束能镜面滚压体适用性强,同一把刀可滚压任何尺寸和外形的工件
4, 金刚石束能镜面滚压刀可挤光硬度达HRC65度的材料
联恒束能滚压刀使用方法
1.将工具装夹在钻、车、铣、镗床和数控车床、加工中心等机床主轴上,工具转动,工件不动进行右旋转加工,也可工具固定,工件旋转加工,工具与加工孔的中心重合。
2.上下推动有刻度铝壳同时左右旋转,可调整工具直径,每格刻度为0.0025mm,调整范围0.5mm。
3.加工时必须用冷却润滑油,润滑油要过滤并保持清洁(也包括滚压外径、平面、 锥面、球面)。
联恒束能滚压加工注意事项:
1.加工时必须用冷却液充份冷却
2..滚压前孔壁不宜有较深刀痕,刀纹应均匀、粗糙度Ra3.2以内。
3.工件必须有足够的壁厚,一般应超过孔径的15%,若壁太薄,应在减少壁厚前进行滚压,或用一个型架来支撑周边。
4.根据机床选择好工具装夹部形状(直柄、莫氏锥柄、BT柄等)。
束能滚压刀可在瞬间完成表面镜面加工和抛光,并形成一个明亮光滑、坚韧的表面,这种金属表面硬化后的脉冲能量冲击,承载力强于研磨表面,抗疲劳和抗磨损能力大大提高,由其是束能滚压刀,使用灵活,寿命长。束能滚压刀具可以实现切削加工所无法达到的表面质量,达到小于Ra0.1的表面粗糙度,并能确保工件的尺寸精度不变化,且加工时间短,滚压工具以其高品质、低成本的加工优势成为切削工艺的完美代替方法束能滚压刀原理:束能镜面滚压加工是滚压刀具与工件表面强化镜面加工的低成本与高效率的工艺,由经过硬化和高度抛光的钢制滚子或金刚石对较软的零件进行能量塑形变形和镜面滚压,随着滚子施加的压力超过零件材料的屈服点,零件的表面由于浅层材料的冷滚压加工而产生塑性变形,达到镜面滚压的作用。
束能镜面滚压刀特点:
1,束能镜面滚压加工只需极短的加工时间,走刀量可达F0.2-1.0mm
2,束能镜面滚压后的工件表面粗糙度小于Ra0.1,正常都可保证Ra0.05左右
3,束能镜面滚压刀使工件表层更坚硬,表面抵抗磨损能力提升
4,束能镜面滚压刀表面滑动摩擦系数降低
5,束能镜面滚压刀使工零件疲劳极限提高金刚石束能镜面
滚压刀特点:
1,金刚石束能镜面滚压设计灵活,最小内孔金刚石滚压刀可探入10mm内孔
2,金刚石束能镜面滚压寿命长,旋转金刚石球面8个点可用
3,金刚石束能镜面滚压体适用性强,同一把刀可滚压任何尺寸和外形的工件
4, 金刚石束能镜面滚压刀可挤光硬度达HRC65度的材料
联恒束能滚压刀使用方法
1.将工具装夹在钻、车、铣、镗床和数控车床、加工中心等机床主轴上,工具转动,工件不动进行右旋转加工,也可工具固定,工件旋转加工,工具与加工孔的中心重合。
2.上下推动有刻度铝壳同时左右旋转,可调整工具直径,每格刻度为0.0025mm,调整范围0.5mm。
3.加工时必须用冷却润滑油,润滑油要过滤并保持清洁(也包括滚压外径、平面、 锥面、球面)。
联恒束能滚压加工注意事项:
1.加工时必须用冷却液充份冷却
2..滚压前孔壁不宜有较深刀痕,刀纹应均匀、粗糙度Ra3.2以内。
3.工件必须有足够的壁厚,一般应超过孔径的15%,若壁太薄,应在减少壁厚前进行滚压,或用一个型架来支撑周边。
4.根据机床选择好工具装夹部形状(直柄、莫氏锥柄、BT柄等)。