通过认证
通过认证 


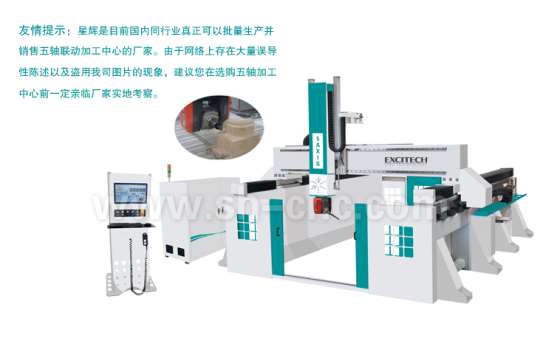
“星辉树脂五轴数控机床五轴加工中心”参数说明
| 品牌: | 星辉 | 刀具数量: | 8 |
| 布局形式: | 立式 | 作用对象: | 木材 |
| 动力类型: | 电动 | 界面语言: | 中文 |
| 精密度: | 精密 | 自动化程度: | 自动 |
| 类型: | 立式加工中心 | 控制轴数: | 五轴 |
| 加工工序: | 镗铣 | 售后服务: | 保修一年 |
| 重量: | 3500 | 主电机功率: | 15kw |
| 主轴转速范围: | 2400RP | 定位精度: | 1 |
| 三轴行程(X*Y*Z): | 1200*2400*1000 | 型号: | E9 |
| 规格: | 1224 | 商标: | 星辉 |
| 包装: | 面议 | 产量: | 50 |
“星辉树脂五轴数控机床五轴加工中心”详细介绍
1、产品表面局部粗糙无光泽。
RTM产品产生这种现象的主要原因是产品轻度粘模。用手在模具上触摸,当触摸到这些部位时,手感极其粗糙。通常产品生产一段时间后,就会出现这样的问题,这时需要及时清洗模具。首先用水砂纸打磨模具上粗糙的部位,然后用棉丝蘸丙酮擦净整个模具,最后给模具涂覆脱模剂。
2、胶衣起皱。
胶衣起皱的主要原因是在浇注树脂之前,胶衣树脂固化不完全,浇注树脂中的苯乙烯单体溶胀胶衣树脂,产生皱纹。因此喷涂胶衣时要注意以下几个方面:
1)胶衣层厚度,通常为0.3-0.5mm或400-500g/㎡,需要时可增加其厚度;
2)检查促进剂、固化剂的加入量和混合比例,促进剂和固化剂用量一定要加足;
3)待胶衣完全固化后再浇注树脂。
3、漏胶。
漏胶的主要原因是模具合模后不严密或密封垫不严密。合模前应检查密封圈是否完好,有无裂缝等,发现问题要及时更换。合模时,模具要压紧密封垫,浇注时一旦发现漏胶应立即紧固漏胶部位周围的螺栓。
4、气泡。
从理论上分析,产生气泡的原因有四种:
1)模腔内树脂固化反应放热过高,固化时间过短,因而模腔中的气体没有完全排出;
2)树脂注入模腔时带入空气过多,灌注时间内无法全部排出,甚至气泡一直居于模腔顶部,从上而下的树脂不能将其携带出去;
3)树脂粘度过大,气泡在灌注时间内不能全部从产品中溢出。而且由于树脂粘度大,流动缓慢,甚至可能刚将气泡携至产品侧面中部区(产品较高时),从而脱模后的产品含气泡(或坑状缺胶)较多;
4)树脂注入模腔的压力过大,致使气泡包容在树脂中,难以排出。
对应的解决办法为:
1)适当调低灌注用树脂固化剂用量;星辉树脂五轴数控机床五轴加工中心
2)模具上设计排气口;
3)测试树脂25℃下的粘度,通常RTM用树脂粘度为0.5-1.5PaS。若树脂粘度没有超标,就应考虑环境温度是否过低,如果温度过低可在树脂灌注前适当预热达一恒温,但温度选择要恰当,树脂粘度过低将会影响产品的力学性能;
4)降低树脂注射压力,增加树脂注射量,从而降低树脂在模腔的流速,增加渗流量。
星辉数控机械科技有限公司是一家专注于非金属数控机床设计、研发和制造的公司,坐落于济南高新技术开发区,是”。公司生产销售各类非金属五轴数控机床。
星辉数控五轴机床主要应用于:玻璃钢阳模,玻璃钢修边打孔,风电叶片模型模具、大型铸造木模、航空模型、船舶模型、玻璃钢游艇模型、汽车模型、游乐设备。
星辉数控五轴机床可加工的材料有:代木、油泥、泡沫、塑料、玻璃钢、碳纤维等非金属材料以及软金属材料加工。
我们的质量标准定位与欧美同步,全线产品标配全球零部件,致力为用户提供长期工业化使用下稳定可靠的设备,产品已出口90多个国家和地区。
我们真诚的欢迎您来公司实地考察参观,我们的理念和品质您可亲眼见证!
木模加工中心代木加工中心汽车造型加工中心木模五轴加工中心代木五轴加工中心汽车造型五轴加工中心木模五轴数控机床代木五轴数控机床汽车造型五轴数控机床木模五轴机床代木五轴机床汽车造型五轴机床木模数控五轴机床代木数控五轴机床汽车造型数控五轴机床木模数控五轴雕刻机代木数控五轴雕刻机汽车造型数控五轴雕刻机玻璃钢加工中心船舶模型加工中心游艇模型加工中心玻璃钢五轴加工中心船舶模型五轴加工中心游艇模型五轴加工中心玻璃钢五轴数控机床船舶模型五轴数控机床
游艇模型五轴数控机床 玻璃钢五轴机床船舶模型五轴机床游艇模型五轴机床玻璃钢数控五轴机床船舶模型数控五轴机床游艇模型数控五轴机床玻璃钢数控五轴雕刻机船舶模型数控五轴雕刻机游艇模型数控五轴雕刻机油泥加工中心风电叶片加工中心树脂加工中心油泥五轴加工中心 风电叶片五轴加工中心树脂五轴加工中心油泥五轴数控机床风电叶片五轴数控机床树脂五轴数控机床 油泥五轴机床风电叶片五轴机床树脂五轴机床油泥数控五轴机床风电叶片数控五轴机床树脂数控五轴机床油泥数控五轴雕刻机风电叶片数控五轴雕刻机树脂数控五轴雕刻机 木模雕刻机